3 Formation Facts & 3 Ways to Better Yours
Formation describes how uniformly the fibers and other solid components of a paper furnish are distributed in the finished sheet and is massively important! Good formation results in desired outcomes like higher strength, a pleasing appearance, and uniform printing. Poor formation will lead to variations in structural properties like porosity, smoothness and thickness. Here are 3 Facts About Formation; some you surely know and some that might come as a surprise.
Fact One:
Many (Most) Papermakers and Customers Assess Formation with ‘Look-Through’
One way of thinking about formation is called ‘look-through,’ where papermakers hold up a sheet of paper to a light source to determine formation quality. You might see wild or poor formation (i.e. flocculated formation), identified by a ‘curdled milk’ appearance. If you are in better luck you will see random or good formation (i.e. random flocculation), identified by a uniformity in texture, or ground glass appearance.

Fact Two:
‘Look Through’ is an Indirect Way of Assessing Formation
Transmitted light is an indirect way of assessing formation because the human eye is sensitive to light intensity and light variations not material distribution. With the ‘look through’ method, we might decide one sheet has poorer formation quality than another when really the two sheets simply have different optical characteristics (like color). Since formation is a description of the uniformity of material distribution, actual formation is best described as small-scale grammage variation in the sheet. Grammage is the measured mass for a defined area of paper and is expressed in grams per square meter (g/m2).
Lack of uniformity in the sheet results in areas of thick and thin spots and contributes to difficult to pinpoint failings in physical properties of the paper. Poor formation will lead to variations in properties like porosity, smoothness and thickness. While there is always small-scale grammage variation in the plane of the paper sheet, improving formation (i.e. uniform mass distribution) leads to stronger paper because there are more areas of fiber-to-fiber contact.

Watermarks manipulate mass distribution to alter transmitted light through the sheet.
Fact Three:
You Don’t Need a Beta Scanner to Chase Good Formation
Paper mills often use beta scanners to continuously measure mass distribution across the sheet during papermaking but there’s no need for such equipment in the paper studio or small production mill if you want to chase good formation. Here are three thoughts to help you perfect your paper formation:
Thought One:
Focus First on Pulping and Refining
You may have heard that the paper depends on the pulp, or that the properties of the paper are determined in the beater room. While other factors affect the paper after the pulping and refining processes, it’s here that the development of fiber bonding potential takes place. If you are cooking your own fibers, research and follow the recommended guidelines for chemical additions and cook duration. This is an important step to remove lignin and extractives; components of fibers that will inhibit the bonding of your paper!
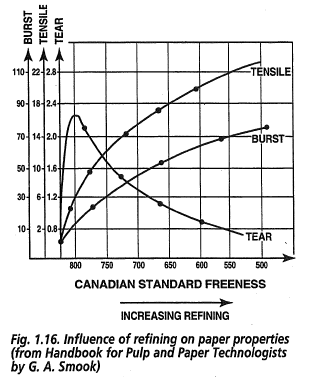
In refining (whether by hand or with a blender or beater), remember that the purpose is to gently fibrillate the fibers to cause them to swell. Despite the term, the purpose is not to beat them into oblivion. Bonding strength can be developed at lower intensities and without drastic reduction in fiber length. Also, just enough refining will improve many paper properties but refining too much will create a very slow draining pulp, indicated on the graph below by the lowering Canadian Standard Freeness. A slow draining pulp could make good formation difficult to achieve.
Thought Two:
Lower the consistency in the vat
Get the floc level down by giving those fibers less of a chance to meet before you want them to. The longer the fiber, the better it is to work at lower consistencies.
Thought Three:
Shake, shake, shake (but not too much)
Turbulence is vital to good formation in the headbox and wire of a paper machine and same goes for the vat and mould. Stir the vat to evenly disperse the fiber before pulling a sheet. Shake just enough after the pull and it will disrupt and disperse fiber flocs, but careful! Too much shaking will undermine the fiber mat that has formed. Practice will help you get a feel for how much shake each furnish requires.
Head to the comment section to share your formation stories or to ask formation questions!
Want more (I know you do!)? Here are the sources I used for this post:
Banik, Gerhard, and Brückle, Irene. (2011). Paper and Water: A Guide for Conservators,Elsevier, Oxford.
Scott, William E., James C. Abbott, and Stanley Trosset. (1995). Properties of Paper: An Introduction, TAPPI, Atlanta, GA.
Waterhouse, J.F. (1993) “Effect of papermaking variables on formation,” Tappi J. 76(9),129-134.
7 comments on “3 Formation Facts & 3 Ways to Better Yours”
Let's Talk Some Paper!
Top Posts & Pages





Can you clarify “lower the consistency in the vat” – does this mean the ratio of pulp to water? More water, less pulp?
LikeLike
More water, less pulp – exactly!
Pulp consistency is the oven-dry weight of the pulp divided by the weight of the pulp+the weight of the water all multiplied by 100. Oven-dry pulp is pulp at 100% consistency (after it’s been left in a 105C oven until all of the water in it is gone).
I wish you could post photos in the comment section because I know I work better with formulas when I can visually see them. Let me know if this makes sense or any further questions!
LikeLike
This does make sense! Do you know if lowering the consistency in the vat also works for nagashizuki (Japanese) style papermaking?
LikeLike
Great!
I’d venture to guess that lowering the consistency in the nagashizuki vat would help better formation, especially since the fibers used are so much longer than in Western style papermaking. I recall that formation aids are often used in that style of papermaking. Formation aids work by creating a better dispersion of fibers to prevent flocculation and may allow for higher consistencies in the vat – it’s probably a search for the perfect combination of formation aid and pulp consistency. Formation aids also decrease the drainage rate but the nagashizuki style of papermaking may make that a nonissue.
Do you make this style of paper? What has your experience been?
LikeLike
Excellent article. Thanks!!
LikeLike
Thanks!
LikeLike
Hello. Thank you for creating a space for discussion in this fascinating industry
I have a question
What is the effect of filler in the formation?
and what are the effects of increasing or decreasing it
🌷
LikeLike